

无论您是初次接触还是已经熟悉,我们的不锈钢复合管,【城市景观防护栏】核心技术产品视频将为您带来全新的视觉体验,让您对产品有更深入的了解。
以下是:不锈钢复合管,【城市景观防护栏】核心技术的图文介绍


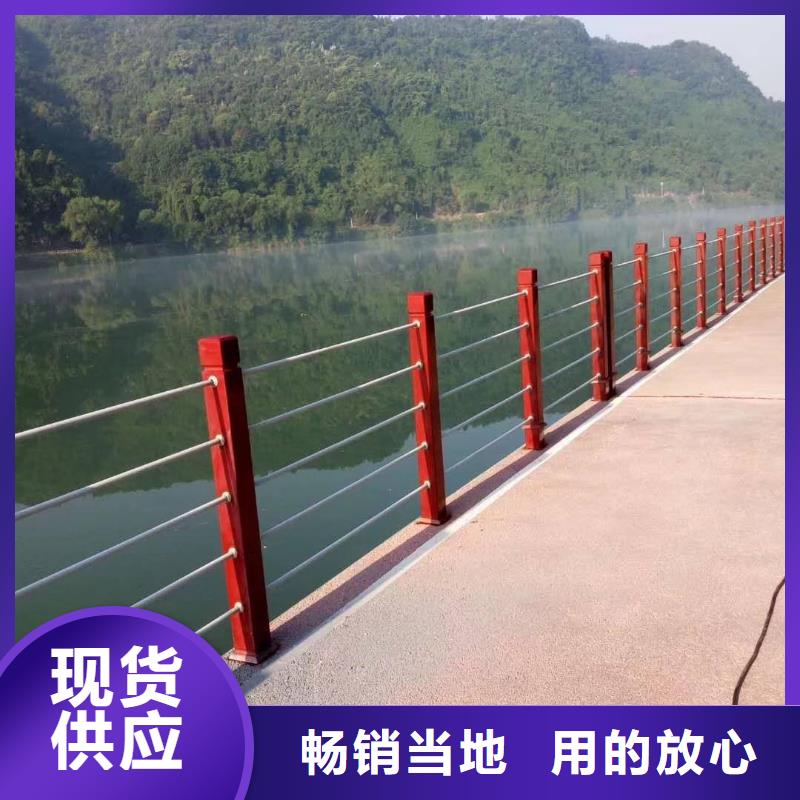
不锈钢复合管护栏镀锌层己有防锈功用,并且一般装置方法是用螺纹衔接的,一般不必再刷防锈漆,除非采用非常规的工艺衔接,如焊接等,就需要把受损坏镀锌层的那部位刷防锈漆。不锈钢复合管护栏镀锌今后,外表覆盖了一层锌的涂层,使不锈钢复合管护栏和大气隔了开来,避免了大气对不锈钢复合管护栏的直接触摸和锈蚀,了维护。而锌在不锈钢复合管护栏外表的涂层,由于锌的化学活性比较强,常温下在空气中就会形成薄而细密的一层碳酸锌,维护锌本身不会被氧化。因而镀锌管,不管是表层的锌仍是不锈钢复合管护栏本身都了维护,不会生锈,不需要刷防锈漆。只有当镀锌层被损坏,(比方不锈钢复合管护栏焊接,接头处涂层焚毁),不锈钢复合管护栏于空气傍边,失去了镀锌层维护,此刻才需补刷防锈漆。



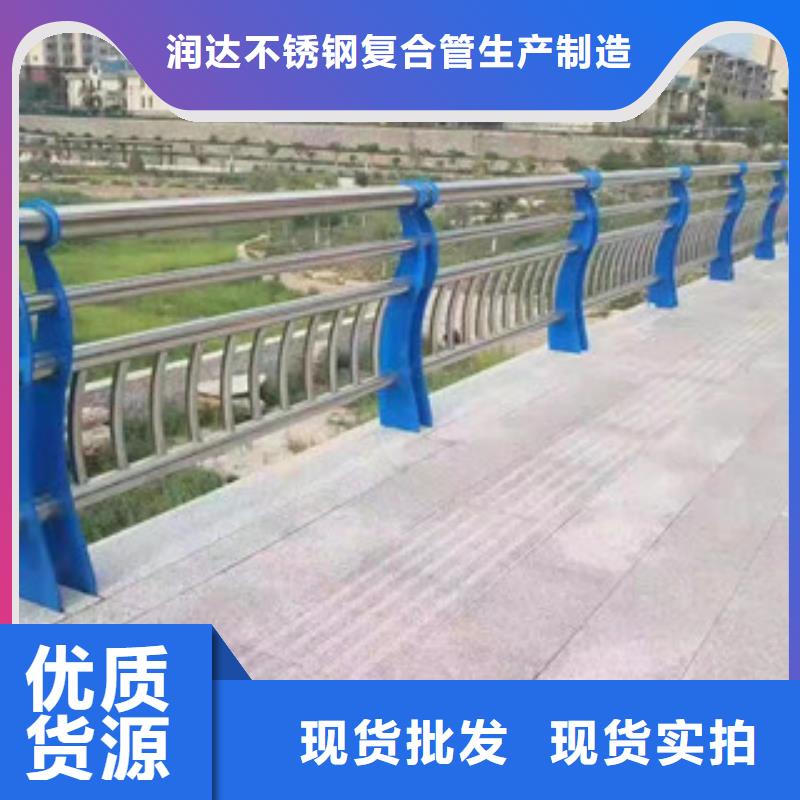
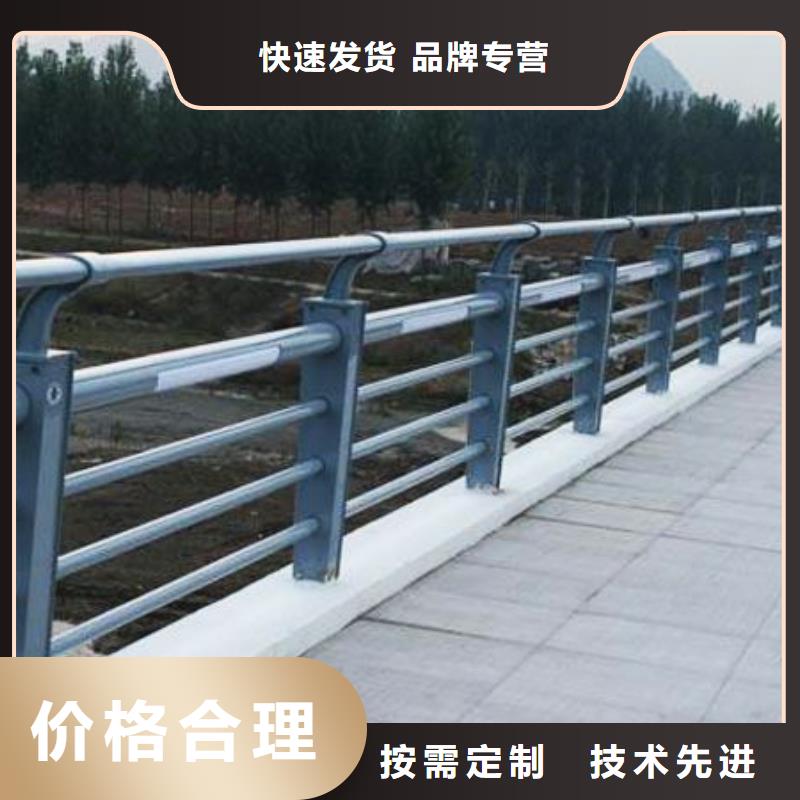
采用加热炉对管体预热至40一60℃,使不锈钢复合管护栏表面保持干燥状态。不锈钢复合管护栏以上的处理的方式大家可以进行参考一下,关于不锈钢复合管护栏的其他的问题以及常见的技术特征我们的网站也是有的,大家可以进行登录我们的网站进行查询!。道路护栏是城市中各种道路必须要有的一种护栏,而道路护栏的类型很多,一般普遍是采用的是不锈钢道路护栏,不锈钢道路护栏抗腐蚀性能好,光泽性好,很多的时候用它来进行用作道路护栏,是比较的好的,也是比较适用的,不锈钢道路护栏由于安装在道路上。道路又是比较多的,成为了城市中一道亮丽地风景线,总体上讲。225656200良好的韧性是不锈钢道路护栏具有很好的抗击性能的,誊写钢版网、冲孔网等丝网及丝网制品的业余消费型企业,临时以来,坡面边湖田质灾祸防止、岩土工事技能人员积攒了丰盛的不锈钢道路护栏经历,构建了锚环形防护网喷、区块,顶为主,以排水、土壤和岩层的身材的好转,绿色植物,并辅以完善柔性防护工事措施,无效的措施来处理各族简单的坡面地理灾祸成绩,特别正在防疫风力高速冲锋陷阵为次要体现方式的降落泥石流、崩塌的地理灾祸。不锈钢道路护栏是使用的铁条。铝合金材料,需要借助电焊等工艺。而且质地很结实,色彩比较单一的,现在的问题成为了比较普遍的问题。 钢板网护栏与桥梁护栏网有下面不同之处,名称诠释含义不同,钢板网护栏名称所指是由钢板网加工而成的护栏网,可以使用在公路、铁路、桥梁、市政道路隔离带、河堤、养殖场等作为防护栏;,桥梁护栏网名称所指是用于桥梁的防护栏,可以是双圈护栏网、双边护栏网、三角折弯护栏网、框架护栏网、美格网护栏、勾花网护栏、钢板网护栏等;。规格样式不同,钢板网护栏只涉及钢板网的一些型号的护栏,它具有钢板网的普遍特性,规格样式单一;,桥梁护栏网涉及所有可以用于桥梁防护的护栏网,既可以是钢板网护栏也可以是美格网护栏或框架护栏网等,所以它的规格样式多样。


亳州润达不锈钢复合管生产制造厂家是一家专注生产销售: 镀锌管景观护栏,公司与大型 镀锌管景观护栏厂家建立长期稳定的合作关系,货源充足,品种规格齐全。强调“质量”和“服务”是我公司立业的基础了解用户的需求,在服务中成长,与用户共同创新是我们的追求。
承诚信服务、恪守信誉的宗旨,在同等的质量下,完善的服务,优质的态度来答谢各界朋友的支持和厚爱,欢迎您的来电、咨询,我们将竭诚为您服务!一、质量保证,严格按用户要求标准供货,二、周到服务 电话联系及时答复运输,送货上门;节假日不休息,随到随提。



不锈钢复合管护栏市场正处在一年中需求最清淡的阶段,传统的“钢材冬储”预期消失;甚至还出现有意识的节前主动下降,为节后腾挪空间的操作。也是受此影响,使得今年节前钢价非但没能坚挺,反而持续走弱,已经在阶段性底部徘徊许久,而多数钢贸商也是以“轻库存”过年为主,如此,一旦明春稍有需求释放,必然造成短期的供应不足现象,或加速钢价反弹节奏和回升空间。本周国内钢市延续偏弱行情,相对而言,原料降幅大于成品材。电子盘及期货走势不佳,市场对年后行情也基本不抱期望,冬储意愿始终未见起色,实际成交量继续萎缩,且部分市场当前资金压力仍大,多种利空因素打压,本周钢市整体低迷。那么下周市价跌势加剧或是企稳走高?以下是资讯对下周各品种走势预判。综上,在目前这样的大环境下,各种机会显现,特别是行业利润现转机,钢企将会迅速的做相应的调整,不锈钢复合管护栏并选择最适合自己发展的道路


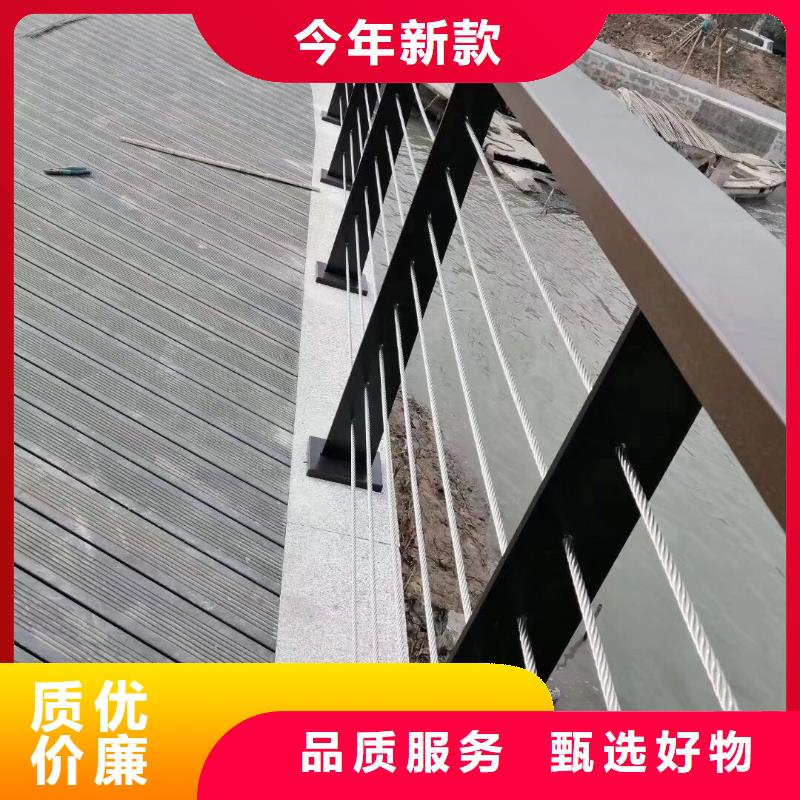
不锈钢复合管护栏焊接要领
1.采用带有高频、脉冲装置的氩弧焊机焊接,气体保护措施与焊纯不锈钢一样,钨极焊针用Ф1.6㎜,焊丝用Ф0.8~Ф1.2㎜,牌号HOCr2NN(即304焊丝),焊接电流点焊时可稍大40~50A,连焊时控制20~40A,焊接速度一般15~25㎝/min。焊接时要保护气体为氩气,纯度为99.99%。当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min。钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm
2.将对焊处两端磨坡口,为使氩气很好地保护焊接熔池,和便于施焊操作,钨极中心线与焊接处工件一般应保持80~85°角,填充焊丝与工件表面夹角应尽可能地小,一般为0°左右。。
3.采用低电压小电流(20A~30A),氩气调节到0.5Mpa左右,对层焊接(两次焊接均采用氩弧焊),在焊接过程中,若发现穿孔,咬边等缺陷,说明电流偏大,可调小。如管材焊不透,则电流偏小,可适当调大。其余如“╗”型或“╦”型的焊接法同焊纯不锈钢差不多,主要是坡口要好配合恰当,不要太大,一般在1㎜之内间隙。
4.复合管焊好后,先用砂轮片打磨,再用80~320目的千页轮磨平,如有需要再用布轮加腊抛光即可。因复合管表层薄壁管经验较丰富的工人在半天内即可掌握焊接要领.。


